
Wat is MIM-tegnologie?
1.Wat is MIM-tegnologie?
MIM (Metaalinspuitvorming) is 'n vervaardigingstegnologie wat die vormskeppingskompleksiteit van plastiek inspuitvorming kombineer met die materiaalvleksbaarheid van poeiermetallurgie.
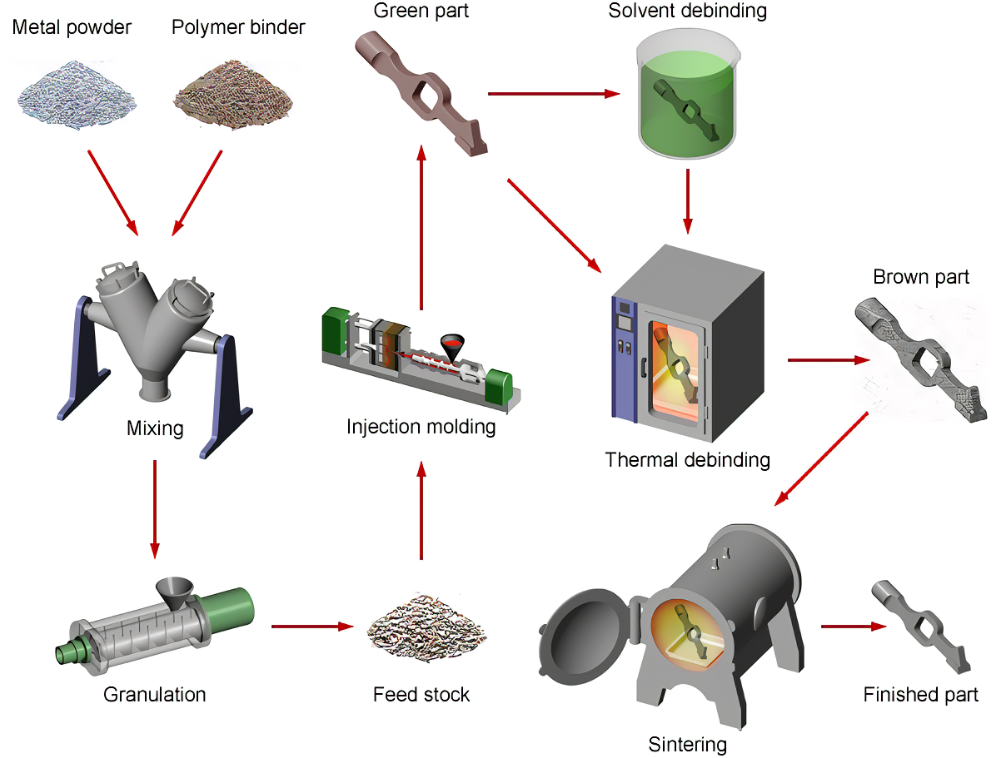
2.Hoe werk die MIM-proses?
Fyn metaalpoeier word gekombineer met termoplastiese en wasbindmiddels om 'n voerstof te vorm. Wanneer dit verhit word, word die voerstof 'n taai pap wat dan onder hoë druk in 'n ingenieursvorm gegiet word om die gewenste vormdeel te vorm. Na afkoeling word die deel uit die vorm geskiet en dan aan 'n proses onderwerp (genoem "ontbinding") om die bindmiddelbestanddele te verwyder. Die finale stap (sintering) onderwerp die deel aan 'n hoë temperatuur in 'n beheerde atmosfeer om die metaalpoeiers aan mekaar te smelt in 'n bykans volledig digte soliede.
3.Hoe verskil MIM van die Konvensionele PM-proses?
Konvensionele PM gebruik hoë, eendimensioneel toegepaste druk op growwe metaalpoeier in 'n gietstel om matig komplekse komponente te vervaardig. Gewoonlik word daar geen verdere verdigting tydens die sinterproses verkry nie. Digthede wat met hierdie metode bereik word, is gewoonlik in die reeks van 80-90% van die teoretiese waarde, wat die fisiese eienskappe wat met die gegewe legering bereik kan word, beperk. MIM-produkte word nie in terme van vormkompleksiteit beperk nie, as gevolg van die buigsaamheid van die spuitgietproses. Die fyn metaalpoeier wat gebruik word, tesame met hoër sinter temperature, stel MIM in staat om naby volledige digtheid in die finale produk te bereik. Dit maak dit moontlik vir MIM-produkte om eienskappe te hê wat soortgelyk is aan gesmeede materiale.
4.Word die metaal gesmelt tydens die gietproses?
Nee, slegs die bindmiddels word gesmelt, wat dit moontlik maak dat die poeier soos 'n plastiese materiaal kan vloei. Wanneer dit afkoel, verhard die bindmiddels en gee die komponent die nodige sterkte vir hanteer. Die komponent moet daarna tot 'n hoë digtheid gesinter word om die vereiste meganiese eienskappe te verkry.
5.Krimp die deel tydens die verwydering van bindmiddels?
Nee, die deel sal nie van grootte verander in die ontbindingsfase van die proses nie. Maar aangesien sinters volledige digtheid van die poeiers bereik, sal die deel 'n grootteverandering van tot 20% ondergaan.
6.Wat sal die digtheid en sterkte van die MIM-diele wees?
Tipiese MIM-digthede wat bereik word, is ≤ 96% van die teoretiese waarde. Die eienskappe wissel afhangende van die legering wat gekies is, maar dit sal ooreenstem met gesmede materiaal.
7.Hoekom moet ek MIM gebruik?
MIM uitstekend in die produksie van klein, hoogs komplekse dele wat moeilik of te duur is om met konvensionele tegnologieë soos masjinerie of gietswerk te vervaardig.
8.Wat is die beste manier om die voordele van MIM te verwesenlik?
Die beste manier om die volle voordele van MIM te verwesenlik, is om die tegnologie vroeg in die ontwerpfase van jou produkte-ontwikkelingsiklus toe te pas. Jiangsu Tech sal jou help met die toepassing van MIM, of dit nou 'n nuwe komponent of 'n omskakeling van 'n bestaande metaalvormtegnologie is.
9. Watter materiale kan vervaardig word?
Byna alle soorte metaallegerings kan in die MIM-proses gebruik word. Tipiese legerings sluit in hoësterkte staal, roesvrye staal sowel as Ni- en Co-superlegerings. Ander materiale wat verwerk word, sluit hittebestande metale, titaan en koperlegerings in. Lae smeltpuntlegerings soos messing, brons, sink en aluminium is moontlik, maar is gewoonlik nie ekonomies lewensvatbaar deur die MIM-proses nie. Kyk na Jiangsu Tech se materiaalkeusekaart vir die volle verskeidenheid MIM-materiale wat verwerk word.
10. Wat is die nodige lewertyd vir MIM?
Die tipiese lewertyd vir gietstukke en monsters is 8 tot 10 weke. Korter lewertye is egter moontlik, afhangende van die spesifieke projekvereistes.
11. Wat is die tipiese jaarlikse hoeveelheid in MIM?
Algemeen sal produksievolume meer as 20 000 stukke per jaar moet wees vir 'n tipiese produk. Jiangsu Tech sal egter enige jaarlikse produksievolume oorweeg wat vir die kliënt ekonomies lewensvatbaar sal wees.
12. Is daar 'n reël vir die definisie van kompleksiteit?
Daar is hier niks reg of verkeerd nie. As 'n daumreël geld, indien 'n tekening meer as 20 dimensies het – dit kan 'n goeie onderdeel vir MIM wees.
13. Is daar enige beperkings in MIM?
Soos met enige tegnologie, het MIM beperkings. Produksgewig is beperk tot 'n maksimumsgewig van ongeveer 240 gram (alhoewel ekonomie gewoonlik die gewigsgrens tot nie meer as 50 gram nie druk). Sekere geometriese kenmerke kan ook 'n probleem wees (soos uiters dun of dik dwarssnitte). Jiangsu Tech sal die beste ontwerpopies aanbeveel wat by u vereistes pas.
14. Kan MIM-onderdele hittebehandel of gegalvaniseer word?
Ja, MIM-onderdele kan hittebehandel en gegalvaniseer word soos wat gedoen word op 'n konvensionele masjien, gegote of gesmeepte produk. Jiangsu Tech behou tuis hittebehandel- en galvaniseerfasiliteite om volledig klaargemaakte komponente te verskaf.
15. Watter soort toerusting word in die MIM-proses gebruik?
MIM-tegnologie gebruik gewoonlik masjinerie vanaf die rak met eie aanpassings. Jiangsu Tech gebruik toptotstandsvolgens masjinerie met die nuutste beheerstelsels om 'n uitstekende prosesuitset te handhaaf. Jiangsu Tech het 'n strategiese verhouding met baie van sy Amerikaanse en Europese toerustingverskaffers ontwikkel om hul masjinerie aan te pas om aan ons spesifieke vereistes te voldoen.
16.Watter tipe toleransies kan MIM bereik?
Tipiese MIM-toleransies wissel van ± 0,3% tot 0,5% van die dimensie. Toleransies is egter hoogs afhanklik van die produkgeometrie. Toleransies wat verder gaan as wat MIM in staat is, word bereik deur naverwerkingsbewerkings. Jiangsu Tech sal u help met hierdie analise en kan 'n volledige reeks in-huis masjineringsopsies verskaf om 'n produk te lewer wat aan u vereistes voldoen.